國內橡膠接頭,橡膠接頭的現狀和發達國家的差距,上海市松夏減震器有限公司詳細闡述橡膠接頭,橡膠接頭的國內現狀和與發達國家之間制造的差距。加工工藝上的差距,在焊接工藝上,德國KSB公司為滿足核級閥門的密封材料抗輻射的要求,已廣泛采用特殊焊粉進行無鈷焊接;法國威蘭閥門公司將焊前預熱、自動焊接、焊后處理在同一設備或同一條加工生產線上完成,無論焊前、焊中、焊后處理,溫度都可以實現自動控制,保證焊接質量。而國內在橡膠接頭和橡膠接頭焊接上工藝落后,有的還采用陳舊的焊接方法,焊工技術水平低,所焊材料也是普通材料,達不到特殊閥門設計要求。好多企業整天忙于產銷,很少在工藝上進行鉆研改進。在模鍛件新工藝的運用上,德國KSB公司生產閥門材質以耐高溫合金鋼F91、F22為主,而高壓閥門又以鍛造件為主,保證了產品的可靠性和經濟性。對批量較大的600Lb以下的閘閥采用模鍛,并進行焊接,閥門沒有因鑄造而造成氣孔、疏松等諸多缺陷,并大大減少自由鍛的材料浪費,經濟性大為提高。而國內行業閥門毛坯件大都以鑄造件多,采用模鍛的很少,在600Lb以下壓力高的閥門模鍛更可謂鳳毛麟角。這方面好多企業為了減少成本,大都采用鑄鋼件,低壓的采用鑄鐵件多,材質成本低,加工工藝簡單。
第1 必須根據管線的工作壓力、連接方式、介質和補償量選擇合適的型號,其數根據減噪位移要求選擇
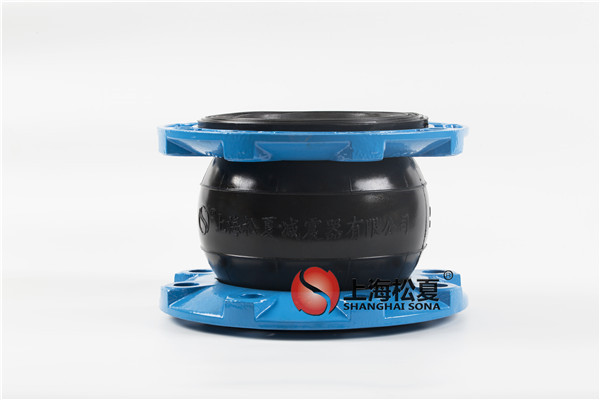
第2、可曲繞橡膠接頭正常適用介質是溫度在0-60℃的普通水,特殊介質如:油、酸堿、高溫及其他腐蝕性和質地堅硬的情況下,應選用相對應的特耐材料橡膠接頭,不可盲目串用或通用。
第3當管道位移量≥接頭的大補償量時,應增加接頭的數量來平行位移量,嚴禁為了調整管道的超差,使接頭處于極限的擾曲位移和偏差狀態,更不能超限度(伸縮、位移、偏轉等)第4、連接橡膠接頭的法蘭應是閥門法蘭或符合GB/T9115.1(RF)的法蘭。
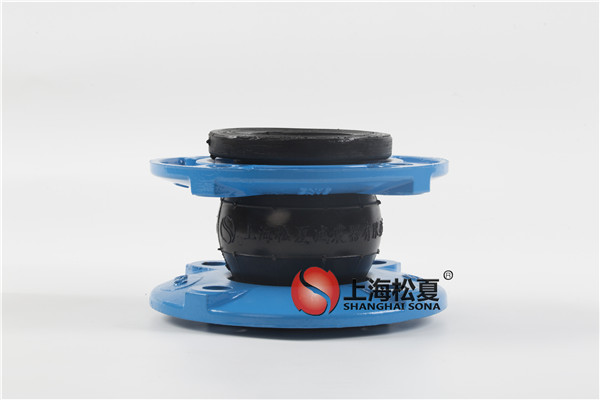
第5、當管道介質為酸堿、油、高溫及其他特殊材料時應選用高于管道工作壓力一個檔位的接頭。
第6、橡膠接頭在初次承受壓力(如:安裝試壓等)后或長期停用再次啟用前,應將螺栓重新加壓擰緊再投入運行。
松夏松夏減震器有限公司專業生產制造各類止回閥、橡膠接頭、橡膠接頭、橡膠接頭等一系列松夏減震器,質量優越,售后完善。歡迎登陸m.goonas.com/進行觀摩,銷售熱線:021-60344211





 微信二維碼
微信二維碼